
M4E #13: OEE Calculation

Measuring pproductivity is quite important in order to know if a process is behaving correctly or if it’s underperforming. But more important is to have tools that quantitatively help you to find how to improve. You may wonder how this is carried out for machines or manufacturing lines and the answer is simple: through OEE (Overall Equipment Effectiveness) calculation. Find how this KPI is calculated in less than 4 minutes in the next LeanVlog video.
Time for Insights
OEE is many times disregarded as a continuous improvement tool and only used as a simple performance indicator for machines. The most important part of the video is the list at the end that briefly explains how OEE should be calculated and people involved in this process.
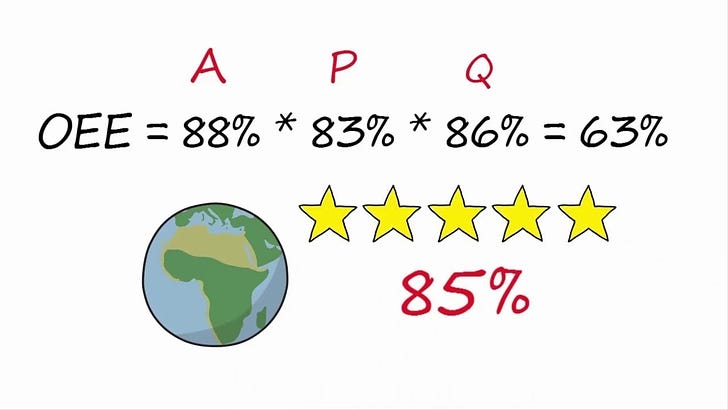
Although you can calculate OEE as Availability x Performance x Quality, there are easier ways to get the indicator. One of them is simply to divide the number of good parts manufactured in a given time by the total number of parts that could have been produced in that same time. For example, if you have manufactured 6000 defect-free pencils in a day but you could have produced 10000 the OEE for that day is 60%. Easy peasy!
Sometimes is best to take a look at the size of the losses ratios instead of the availability, performance and quality rates. OEE + availability losses + performance losses + quality losses equals 100%.